1編制依據
本施工規范參照我國石油天然氣行業標準SY/T0414-2007“鋼質管道聚乙烯膠粘帶防腐層技術標準”、建設部“城鎮燃氣埋地鋼質管道腐蝕控制技術規程”、美國國家標準學會/美國水工協會ANSI/AWWAC209-00和美國防腐蝕工程師協會NACEMR0274-95標準中有關規定編寫制定。
2名稱說明
鋼質管道、罐體專用防腐膠帶是帶有隔離層(紙、膜),基材為聚乙烯或其它材料基層較薄;膠層較厚的可自粘接強的防腐膠帶。以下簡稱防腐膠帶。
3使用范圍
本材料適用于輸送、儲存煤氣、天然氣、液化氣、石油、自來水、污水、化學流體等介質的鋼制管道、儲罐,介質溫度為-34—+100℃。遇有特殊介質溫度,用戶可提前告知,我們可在制造時調整材料。
4防腐膠帶防腐層選型及用量計算標準
對于埋地鋼材采用的邁強牌防腐膠帶系列中的660型、760型、780型熱塑丁基膠改性瀝青類專用防腐膠帶。其中660型膠帶的基材為高、低密度合成聚乙烯片材,760、780型膠帶的基材為獨特的抗紫外線聚丙烯網狀增強纖維布。對于地上鋼材,可采用邁強牌850型膠帶,850型膠帶的基材為鋁箔片材。以上各種膠帶均只需單層纏繞,其厚度即可達到國標所規范的普通級或加強級防腐標準(新標準中取消了特加強級標準,加強級相當于舊標準中的特加強級),膠帶防腐層等級結構見表1、表2。
4.1地上鋼材外防腐膠帶防腐層選型等級結構表
表1
|
防腐層等級
|
管罐直徑
|
推薦防腐層結構選型
|
防腐層總厚度
|
|
普通級
|
通用
|
一層底漆—一層850鋁箔膠帶(1.00㎜)
|
≥1.00㎜
|
|
加強級
|
通用
|
一層底漆—一層850鋁箔膠帶(1.40㎜)
|
≥1.40㎜
|
4.2埋地鋼材外防腐膠帶防腐層選型等級結構表
表2
|
防腐層等級
|
管徑
|
推薦防腐層結構選型
|
防腐層總厚度
|
|
普通級
|
≤Φ108㎜
Φ108-Φ159㎜
>Φ159㎜
|
1.一層底漆—一層660膠帶(1.00㎜)
2.一層底漆—一層760膠帶(1.15㎜)
3.一層底漆—一層760膠帶(1.20㎜)
4.一層底漆—一層780膠帶(1.40㎜)
(第4種方案實際已達到加強級標準)
|
≥1.00㎜
≥1.15㎜
≥1.20㎜
≥1.40㎜
|
|
加強級
|
≤Φ159㎜
>Φ159㎜
|
1、一層底漆—一層760膠帶(1.40㎜)
2、一層底漆—一層780膠帶(1.40㎜)
3、一層底漆—一層660膠帶(1.00㎜)
+一層660膠帶(1.00㎜)
4、一層底漆—一層760膠帶(1.15㎜)
+一層760膠帶(1.15㎜)
|
≥1.40㎜
≥1.40㎜
≥2.00㎜
≥2.20㎜
|
4.3管道防腐膠帶單層設計、施工用量概算表
——以每延長米的管道為計算依據
表3
|
公稱
英寸
|
直徑
毫米
|
管外徑
毫米
|
管道面積
平方米
|
建議膠帶
寬度米
|
最低搭邊毫米
|
防腐材料用量
|
|
|
|
|
|
|
|
單層膠帶
用量平方米
|
底漆用量升
|
|
1/2
|
DN15
|
22
|
0.069
|
0.05
|
13
|
0.0934
|
0.0069
|
|
3/4
|
DN20
|
27
|
0.085
|
0.05
|
13
|
0.1146
|
0.0085
|
|
1
|
DN25
|
34
|
0.1068
|
0.05
|
13
|
0.1443
|
0.0106
|
|
1
|
DN40
|
48
|
0.1507
|
0.075-0.10
|
13
|
0.1733
|
0.0150
|
|
2
|
DN50
|
60
|
0.1885
|
0.075-0.10
|
13
|
0.2167
|
0.0188
|
|
3
|
DN80
|
89
|
0.2795
|
0.075-0.10
|
19
|
0.3452
|
0.0279
|
|
4
|
DN100
|
114
|
0.3581
|
0.075-0.10
|
19
|
0.4101
|
0.0358
|
|
6
|
DN150
|
168
|
0.5278
|
0.10-0.15
|
19
|
0.6043
|
0.0527
|
|
8
|
DN200
|
219
|
0.6880
|
0.15-0.20
|
25
|
0.7878
|
0.0688
|
|
10
|
DN250
|
273
|
0.8576
|
0.20-0.25
|
25
|
0.9477
|
0.0857
|
|
12
|
DN300
|
325
|
1.0210
|
0.20-0.30
|
25
|
1.1282
|
0.1021
|
|
14
|
DN350
|
377
|
1.1844
|
0.20-0.30
|
25
|
1.3087
|
0.1184
|
|
16
|
DN400
|
426
|
1.3383
|
0.20-0.30
|
25
|
1.4788
|
0.1338
|
|
20
|
DN500
|
529
|
1.6619
|
0.20-0.30
|
25
|
1.8993
|
0.1661
|
|
24
|
DN600
|
630
|
1.9792
|
0.20-0.30
|
25
|
2.2620
|
0.1979
|
|
30
|
DN700
|
720
|
2.2619
|
0.30
|
25
|
2.4676
|
0.2261
|
|
32
|
DN800
|
844
|
2.6515
|
0.30
|
25
|
2.8926
|
0.2651
|
|
40
|
DN1000
|
1044
|
3.2798
|
0.30
|
25
|
3.5779
|
0.3279
|
|
48
|
DN1200
|
1248
|
3.9207
|
0.30
|
25
|
4.2771
|
0.3920
|
|
56
|
DN1400
|
1452
|
4.5616
|
0.30
|
25
|
4.9763
|
0.4561
|
|
60
|
DN1500
|
1552
|
4.8757
|
0.30
|
25
|
5.3190
|
0.4875
|
|
64
|
DN1600
|
1652
|
5.1899
|
0.30
|
25
|
5.6617
|
0.5190
|
|
72
|
DN1800
|
1856
|
5.8308
|
0.30
|
25
|
6.3609
|
0.5831
|
|
80
|
DN2000
|
2056
|
6.4591
|
0.30
|
25
|
7.0463
|
0.6459
|
|
88
|
DN2200
|
2260
|
7.1000
|
0.30
|
25
|
7.9659
|
0.7100
|
4.4列表說明
4.4.1表1、表2中,對于特殊環境、特殊地段,膠帶的纏繞層數和搭邊的寬度可以根據設計要求選定和施工。如為雙層纏繞,搭邊應為55%。
4.4.2.表1、表2中,防腐膠帶防腐層選型為廠家推薦選型,用戶可以根據現場情況和預算狀況酌情選擇和調整。對于特殊應用環境的膠帶選型和施工方案,用戶可以直接咨詢山東全民塑膠有限公司技術質量部。
4.4.3表3中膠帶寬度是建議寬度,搭邊為最低限度,用量是指每延長一米管道的平均消耗量。膠帶理論用量除可以查表外,也可根據下列公式計算:
標準膠帶用量=(TW(X)(Φ))/(TW-OL) 標準底漆用量=管道表面積/10
其中:TW=膠帶寬度 OL=最低搭邊 Φ=管外經 X=3.1416
以1升底漆涂敷管道表面積10平方米為準計算。
4.4.4由于纏繞膠帶有手動纏繞、手動機械纏繞、動力機械纏繞三種方式、表3中數值未包括現場施工損耗量。正常損耗量:膠帶4-7%,底漆10-15%。
4.4.5如需要或必要的情況下,鋼材的焊縫處可以先使用30—50㎜寬度的窄條焊縫膠帶加以補強。表3中未包括焊縫膠帶的用量。
4.4.6應根據管徑、防腐要求、施工方法,選用適宜的種類、規格、厚度的防腐膠帶,參照表1、表2、表3。
4.4.7防腐材料費用=膠帶用量×膠帶單價+底漆量×底漆單價
防腐總費用=材料費用+人工費用(除銹、刷漆、纏繞膠帶、管理、利潤、稅金等)
5材料的一般要求
5.1防腐膠帶和底漆具有產品說明書、合格證、包裝上應注明生產日期和種類名稱及厚度、寬度、數量等信息。
5.2材料的裝卸:在運輸材料的過程中,應避免損壞包裝箱,禁止仍上拋下,應有序立放,禁止倒放,疊高≤3層。
5.3材料的存儲:材料應存放在陰涼干燥處,防止日光直接照射,并隔絕火源,遠離熱源。存儲溫度宜為-20—35℃.在正確的存儲條件下,防腐膠帶不具有失效期,底漆的有效期為自生產之日起12個月,如果膠帶存儲不當,可能會發現有少量防腐膠溢出邊緣、局部膠面有細褶皺,盡管這并影響使用,但在使用前應盤松膠帶檢查,也可能會發現仍具有防粘作用的防粘膜層褪色現象,由于防粘膜為用后地丟棄品,故不影響膠帶的正常使用。
5.4底漆為專用配套底漆,不能以其它底漆來替換。盡管防腐膠帶可能與其它底漆粘接良好,但我公司不負責用戶在使用其它種類底漆后產生的責任后果。
6防腐膠帶防腐層施工工藝
鋼材表面預處理→ 涂底漆→纏繞膠帶→ 防腐層質量檢查→ 補傷
6.1鋼材表面預處理
6.1.1清除鋼材表面的焊渣、毛刺、油脂和污垢等附著物;對于防腐層大修的鋼材,應使用合適的方法去除原有的防腐層及殘渣。
6.1.2采用機械或噴砂拋射除銹方法(如果特別指定噴砂處理),其質量應達到國標《涂裝前鋼材表面繡蝕等級和除銹等級》GB/T8923-1988種規定的St3級或Sa2級。等級標準見表4。
表面處理標準
表4
|
除銹方法
|
等級
|
說明
|
|
手工或動力
工具除銹
|
St2
St3
|
鋼材表面應無可見的油脂、污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆層等附著物
鋼材表面應無可見的油脂、污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆層等附著物。除銹比ST2更徹底,底材顯露部分的表面應具有金屬光澤
|
|
噴射除銹
|
Sa1
Sa2
Sa2.5
Sa3
|
鋼材表面應無可見的油脂、污垢,并且沒有附著不牢的氧化皮、鐵銹和油漆層等附著物
鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層的附著物,附著物已基本清除,其殘留物應是牢固附著的
鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層的附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑
鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層的附著物,該表面應顯示均勻的金屬光澤
|
6.1.3除銹后,對鋼材表面露出的缺陷應進行處理,附著表面的灰塵、磨料應清除干凈,鋼材表面應保持干燥。當出現返繡或表面污染時,必須重新進行表面預處理。
6.2涂底漆
6.2.1鋼材表面預處理后至涂刷底漆前的時間間隔宜控制在6小時之內,鋼材表面必須干燥、無塵。
6.2.2底漆應在容器中攪拌均勻。當底漆較稠時,應加入與底漆配套的稀釋劑,稀釋到合適的粘度時才能施工。底漆可以使用干凈的毛刷、滾子或其它一些機械方法噴涂。
6.2.3涂刷在鋼管上的底漆應無漏涂、無氣泡、凝塊和流掛等缺陷,應形成均勻的薄膜。厚度應大于或的等于30微米。焊縫處要仔細涂刷,以防空白隱患。
6.2.4待底漆表干后(在常溫及空氣自然流動狀況下,一般需要5-10分鐘),即可纏帶。應特別注意溫度低時或在溝槽中施工時,表干時間要長,要確保鋼材下半部表干。
6.2.5鋼材表面涂刷底漆后至纏繞膠帶的時間間隔宜控制在6小時之內,底漆表面應干燥、無塵(空氣溫度較高或風沙較大時,應立即纏帶)。如超過6小時或者隔夜,應在纏繞膠帶前重新涂刷底漆。
6.2.6使用底漆時,應注意安全,防止飛濺,同時應遠離火源。底漆使用后,應及時將剩余的底漆倒回原鐵制容器中并密閉容器,防止底漆的揮發浪費。
6.2.7一般情況下
手工涂刷:10-12平方米管材面積/每升底漆;
機械噴涂:18-20平方米管材面積/每升底漆。
6.3膠帶纏繞
6.3.1膠帶解卷時的溫度宜在5℃以上;防腐層施工宜在高于-5℃以上進行。(經驗證明纏帶是可以在較低的溫度-30℃時進行施工的,但要保證解卷溫度。)當環境溫度低于+10℃(經驗數值)時,為了保證膠帶即時具有良好的粘結強調,宜采用噴燈加熱鋼管和烘烤去除防粘膜后的膠帶膠層面。
6.3.2 對于焊縫處,如有必要,宜用30-50毫米寬度的窄條760型增強纖維膠帶或同等尺寸的專用膠帶補修,先覆蓋在焊縫上,并以手或木質圓滑工具壓實。
6.3.3 使用適當的機械或手動工具,在涂好底漆的管子上按塔接要求螺旋纏繞膠帶,膠帶應保持一定的拉緊力,使得膠帶層緊密連接,纏繞時膠帶邊縫應平行,不得扭曲皺褶。兩端膠帶相接處要有100毫米以上的塔接。必要時在前一段膠帶的末端基膜上涂刷底漆或充分烘烤,待表干后再塔接另一段膠帶的起始端。始末端應使用木質圓滑工具緊密壓貼使其不翹起。
6.3.4 使用機械是保證膠帶纏繞質量的有力措施,手纏膠帶很難達到均勻一致的表面質量及始終如一的拉緊力,只有在個別地方或特殊情況下,機械施工無法進行時,才可用手工纏帶,但應使用較窄的膠帶。
6.3.5 工廠預制纏帶時,可采用冷纏或熱纏施工。可以是管、罐旋轉(可以為手動旋轉,也可為電動旋轉),也可以是纏繞設備旋轉。
6.3.6 補口、彎頭、三通、穿墻處的膠帶防腐應盡量使用寬度窄的膠帶,并應參照本規范中的有關規定進行施工和檢測。
6.4防腐層質量標準及檢查方法
6.4.1 表觀:對管線進行全線目測檢查,在預制廠應逐根目測檢查,補口、補傷處應逐個檢查,防腐層表面應平整,塔接均勻,無皺褶,無永久性氣泡,無破損。應當指明的是:當天氣較熱或陽光充足時,纏繞的膠帶經常有氣泡產生。由于膠帶本身具有一定的彈性及自身修補能力,這些氣泡可以自行消失,所以這種情況不應定為質量問題。如若產生永久性氣泡,象褶皺一樣,則應鏟除按補傷法修補。
6.4.2 厚度:按SY 0066-92《管道防腐層厚度的無損測量方法(磁性法)》進行測量。厚度應符合標準表1、表2中的要求。測量時對防腐層有損害的儀器設備不宜使用。膠帶厚度對防腐質量影響很大,膠層厚度增加可增加防腐能力,當膠帶類型、結構確定后,防腐層的總厚度即可確定。
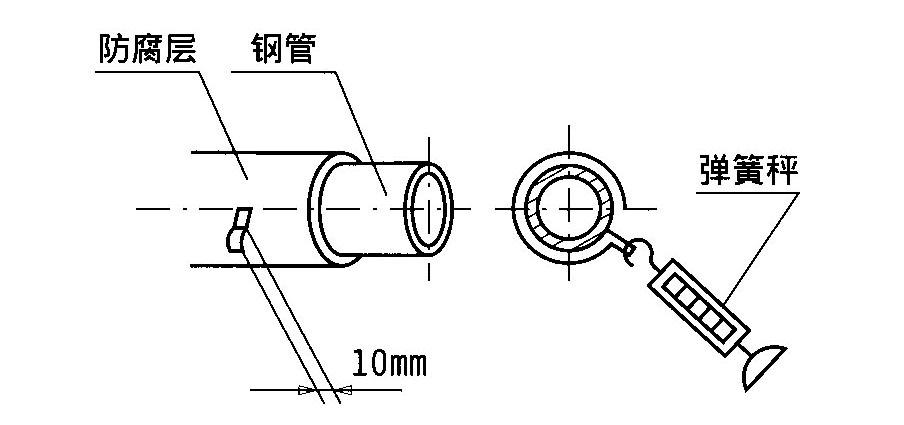
6.4.3 粘結力(剝離強度):這一指標直接關系到防腐層的質量,水的滲透能力與膠帶和鋼材之間的粘結力有關,所以應確保膠帶對鋼材具有足夠的粘結力。依據我國標準SY/T 0414-2007中的說明,邁強牌熱塑丁基橡膠改性瀝青類防腐膠帶可定稱為專用防腐帶(膠層厚、粘結力大、帶有防粘膜、可粘結聚乙烯等材料、能確保質量的防腐膠帶)。按我國SY/T 0414-2007標準,剝離強調的測量是采用下列方法進行的;用刀沿環向劃開10㎜寬、長度大于100㎜的膠帶層,直至管體。然后用彈簧秤與管壁成90度角拉開,拉開速度不大于300㎜/min,剝離強度應大于18N/㎝,該測試應在纏好膠帶24小時后進行。如下圖所示:
我們也可以按照美國ASTM D-1000標準中3㎏銅砝碼懸垂法測試方法檢測;在防腐層管、罐堅直側面劃開一寬5㎝、長10㎝的膠帶層,180度角懸垂3㎏砝碼,在10分鐘內下降距離小于10㎝即為合格,而此類膠帶在10分鐘內一般時下降距離皆小于3㎝。以上檢測皆應在常溫時(20℃)、濕度小于75%、膠帶纏繞24小時后進行。
6.4.4 電火花檢漏:
在預制廠和現場使用直流電源電火花檢漏儀對管道進行全線檢測,補口、補傷處應逐個檢查。檢漏探頭移動速度為0.3/s,以不打火花為合格。
檢漏電壓根據下列公式確定:
當 TC<1㎜時,V=3294 錯誤!未指定書簽。
錯誤!未指定書簽。
當 TC 》1㎜時,V=7843
其中:TC—防腐層厚度,㎜
V---檢漏電壓,V
該項指標主要控制施工時造成的缺陷或膠帶存在的某些缺陷,所以必須100%檢測。針孔檢查的檢漏電壓是考慮既要查出微小針孔,又要保證不擊穿完好的涂層,同時還要使檢漏電壓值符合所使用的電火花檢測儀的實際電壓檔次。在此,應該注意的是:膠帶的絕緣電壓同檢漏電壓是兩個完全不同的概念,不能使用絕緣電壓值進行電火花檢漏測試。在檢漏過程中必須確保防腐層表面的干燥,并注意保持探測電極距金屬管端或金屬裸露面至少13㎜,邁強牌熱塑丁基橡膠改性瀝青類膠帶單層絕緣電壓為15-35KV,根據我國標準,結合以上公式和施工經驗,建議檢漏時,參照檢漏電壓范圍為:5000-10000V。
6.4.5 表觀、厚度、檢測不合格時,應及時進行修復。
6.5補傷
6.5.1 防腐管查出缺陷后,應作上記號,并及時修補。
6.5.2 修補時應先修整損傷部位,去掉松散的毛刺部分,清理干凈,涂上底漆。
6.5.3 對于小范圍針孔狀的缺陷,使用與原管體防腐層相同的膠帶采用貼補法修補。修補時,剪一塊100×100毫米的膠帶,將補片剪出圓角,待底漆干燥后,貼于補傷處。
6.5.4 對于較大的漏纏或防腐層遭破壞以致管道暴露出來的區域,要將破壞的防腐層除去,把各邊緣修剪平滑,再使用適宜寬度的膠帶螺旋式地纏繞破壞區域。
6.5.5 對于塔邊寬度達不到要求規定的,應使用至少100毫米寬度的膠帶沿塔邊方向螺旋纏繞膠帶。
6.5.6 以上補片和底漆都應向缺陷區域各方向至少延伸50毫米,并應使用木質圓滑工具緊密壓實膠帶使其不翹起。
注:1、在風沙較大時(指沙土飛揚、彌漫的天氣,可能有灰塵、沙土覆蓋在鋼材表面、底漆、膠帶上),沒有可靠的防護措施不宜涂刷底漆和纏繞膠帶。
2、在空氣濕度大于80%或雨天時,禁止涂刷底漆和纏繞膠帶。
附錄1 預制防腐管、罐的堆放與搬運
1.1堆放層數以不損壞防腐層為原則,層數一般不宜超過三層。應分別堆放,并在防腐管層間及底部墊上軟質物,如紙箱、鋸末、保護套,以避免損傷防腐層。已經纏繞好的防腐管堆放時,應選擇中間、兩端著地處的幾處纏繞廢棄的防粘膜或保護套。
1.2 如果已纏好的埋地鋼材還要在工廠或明溝上放置超過兩周的時間或天氣較熱時,可以用滑石粉縛在表面,可用篷布、遮陽網或其它合適的臨時材料覆蓋起來。埋地的防腐層露天存放時間不宜超過3個月。
1.3 防腐后裝卸搬運時,應使用寬尼龍帶或專用吊具,并在吊裝接觸的部分預先在纏一段保護套或幾層防粘膜,從而確保吊裝段不受破壞。嚴禁鐵吊鏈直接套在防腐層上吊運,嚴禁摔扔、磕碰、撞擊、拖拉等有損于防腐層的操作方法。
1.4 在溝槽旁邊排管時,所有的墊木支撐上應放有軟質物如紙箱,以保護防腐層。
附錄2 敷設
2.1 管、罐溝坑深度、寬度應符合有關設計、施工規范要求。
2.2 管、罐溝坑的清理及下埋、回填、吊裝應符合相應的施工驗收規范規定;必須采取措施保護防腐層不受損傷。溝、坑內不得有磚頭、石塊和其它硬物。溝、坑底部宜鋪蓋300㎜的細土或細沙。管、罐下埋時應仔細操作,防止管、罐撞擊溝壁。下溝坑后要回填細土、細沙至頂100㎜以上。在回填過程中,應保證回填土中無尖石或其他可能破壞或滲入到防腐層中的物質。在有堅硬回填料的區域,應使用一些合適的材料加以保護。
附錄3 交工資料
3.1 防腐工程的簡要內容、施工方法及其工程。
3.2 防腐材料的出廠合格證及檢驗報告。
3.3 質量檢查記錄。
3.4 返修記錄應包括返修位置、原因、方法、數量和檢驗結果。
3.5 其它有關資料。
聲明:
公司的產品種類、規格如果改變,恕不另行通知,本規范的解釋權為山東全民塑膠有限公司技術質量部所有。




